
poti da click pe steluta de mai sus pentru a afla informati despre linia de productie
producem structuri metalice usoare montand profile din otel formate la rece
Profilare.ro si linia de executie profile C si U, formate la rece - Samesor® Prefab Advanced
Gama noastră de soluții de fabricație pentru construcții din oțel include mașina pentru fabricarea cadrelor prefabricate din oțel și a elementelor de oțel. Caracteristicile cheie ale echipamentului Samesor pentru confecționarea oțelului sunt flexibilitatea și flexibilitatea în prelucrarea tablelor și laminarea, combinată cu un sistem de control ușor de utilizat.
Structură flexibilă din oțel: Samesor® Prefab Advanced
Samesor® Prefab Advanced este un sistem de producție bazat pe CAD / CAM care profită de tehnologia foilor metalice pentru a produce structuri prefabricate din oțel pentru clădiri, inclusiv cladiri rezidențiale, clădiri comerciale, spații sociale, pereti prefabricati pentru cladiri multietajate, elemente de fațadă, etc.
Soluția noastră integrează o aplicație software de modelare 3D și o linie automată de producție într-un sistem complet de fabricare.
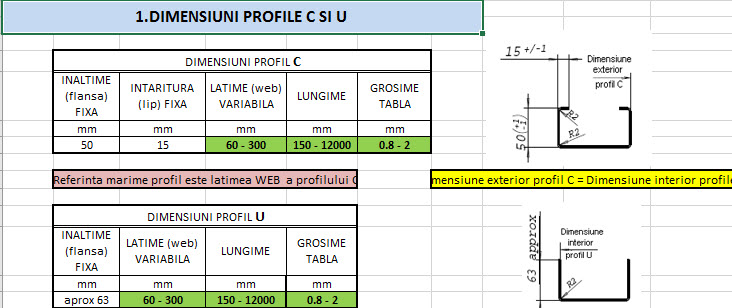
Samesor® Prefab Advanced produce elemente C / U și elemente de cadru cu toate detaliile necesare pentru prelucrarea foilor (grosimea plăcii: 0,7-2 mm, intervalul de lățime a profilului: 50-300 mm).
Software-ul de control al liniei oferă numeroase instrumente pentru manipularea acțiunilor de produs și de producție și poate fi, de asemenea, utilizat pentru a monitoriza cu exactitate datele de fabricație.
Acesta îmbunătățește capacitatea de producție și îmbunătățește viteza și precizia procesului de construcție.
Dimensiuni profile C si U
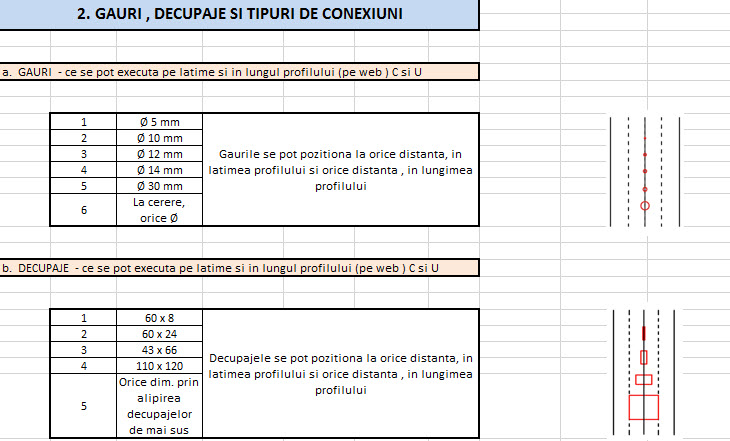
Gauri, decupaje, tipuri de conexiuni
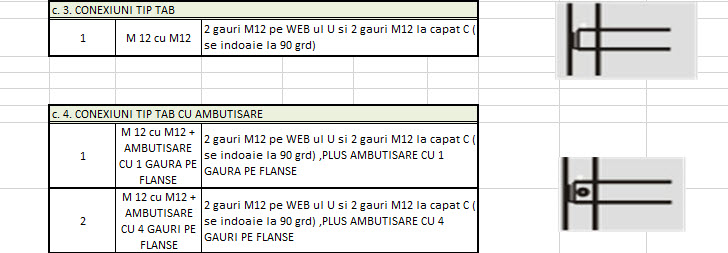
Conexiuni intre profil C si profil U

Conexiuni intre profil C si profil U
Tipuri de structuri realizate cu profile C si U

Latimi profil C / Grosime tabla

alte facilitati si linii de productie exploatate de Profilare.ro
Vrei sa le folosesti? Hai sa ne intalnim si sa vorbim
Masina de debitat cu plasma WASP CMS3

Masina cu roluit WSRM 03.1

Masina de indoit manual cu bacuri SCHECHTL UKV-S

Masina de indoit automat ABKANT BIMA 6-1.5 T500

Masina cu indoit automat ABKANT BIMA 8-3

Presa Abkant BAYKAL APH 3108×160

Masina de taiat longitudinal si transversal BUD-MASZ

Ghilotina GWF

Proiectul tau poate fi facut de noi! Hai sa iti aratam utilajele si cum lucram ; )
ia in calcul si BONUSUL gandit special pentru TINE pentru orice Comanda recomandata
Avantajele structurilor prefabricate metalice realizate din profile de tabla zincata
De ce sa alegeti o constructie cu structura metalica ? AVANTAJELE acesteia
- CALITATEA MATERIEI PRIME A STRUCTURII METALICE – S350GD – Z275MA, PROTEJATA PE CANTURI SAU MUCHII CEEA CE DUCE LA CRESTEREA DURATEI DE VIATA INTRE 150 SI 250 ANI.
- OTELUL ESTE DE CEA MAI BUNA CALITATE ACHIZITIONAT DE LA VOEST ALPINE
- IMBINARILE PROFILELOR SE FAC PRIN ELEMENTE PREAMBUTISATE UTILIZIND 4 SURUBURI AUTOFORANTE DE PROVENIENTA ELVETIANA
- PROFILELE AU STANTATE GAURILE TEHNOLOGICE PENTRU TRASEELE TEVILOR INSTALATIILOR SANITARE SI ELECTRICE
- PRETUL STRUCTURII INCLUDE SI ELEMENTELE DE ASAMBLARE :
– SURUBURI AUTOFORANTE CU CAP ASCUNS DE PROVENIENTA ELVETIANA
– SURUBURI METRICE GR 8.8 DE REZISTENTA
– ANCORE CHIMICE DE FIXARE IN PARDOSEALA DE PROVENIENTA ELVETIANA - REDUCE COSTURILE,
REDUCE TERMENELE DE EXECUTIE,
REDUCE CANTITATEA DE DESEURI, - ADAUGA MAI MULT SPATIU DE LOCUIT,
RESPECTA CU ACURATETE PROIECTUL, - SECTIUNILE SI IMBINARILE DE PROFILE REZULTA IN URMA UNOR CALCULE, RIGUROASE, REALIZATE DE CATRE PROIECTANTI DE REZISTENTA, AUTORIZATI MLPAT,
- REZISTENT LA INSECTE,
NU NECESITA IGNIFUGARE,
NU NECESITA TRATAMENT ANTIFUNGIC, - NU CRAPA SI NU SE TORSIONEAZA, FAPT CARE PREVINE FISURAREA PERETILOR INTERIORI,
- KIT-URILE DE STRUCTURA PENTRU CONSTRUCTII SUNT LIVRATE DINTR-O SINGURA SURSA CE ASIGURA INCEPIND DE LA PROIECTARE, MONITORIZAREA CALITATII UZINARII, ADAPTAREA ORGANELOR DE ASAMBLARE, CAT SI MONTAJUL.
- KITURILE DE STRUCTURASUNT O SOLUTIE ANTISEISMICA, OPTIMIZATA PRIN CALCUL LA INCARCARILE DE ZAPADA DIN ZONA DE MONTAJ.
poti da click pe steluta de mai sus pentru a vedea AVANTAJELE
Adevaruri stiute despre structurile metalice realizate cu oteluri formate la rece
Otelul format la rece
- 1.Oteel does not change size or shape with changes in moisture content – which helps prevent cracks in finishes such as drywall and stucco. When they get wet, both wood and brick will swell. When they dry out and cure, concrete and concrete block will shrink and form shrinkage cracks.Oțelul nu isi modifică dimensiunea sau forma in conditii de expunere la umiditate fapt ce ajută la prevenirea fisurilor în finisaje precum gips-carton și parchet.
In medii umede, betonul, lemnul, cât și cărămizile absorb umiditate. Când se usucă, acestea se vor micșora și vor genera fisuri de contracție in planul finisajelor.Sursa: www.steelframing.org2.Steel is isotropic: meaning it has the same dimensional properties in all directions. Since there is no “grain,” the strength of steel is the same up and down, side-to-side, and in all loading directions.
Oțelul este izotrop: înseamnă că are aceleași proprietăți fizice identice în toate direcțiile.
Rezistența oțelului este aceeași pe toate direcțiile de încărcare.3.Steel does not warp, shrink or crack in normal loading and framing applications.
Oțelul nu se torsioneaza, nu se micșorează sau nu crapa în conditii normale de încărcare dimensionat corect in solutiile in cadre.
4.Steel is 100% non-combustible. Therefore, height and area restrictions on combustible materials do not apply to coldformed steel.
punct de vedere cad.prof.dr ing Dan Dubina…
De obicei, pentru protectia la foc a acestui tip de profile se recomanda izolarea cu vata minerala sau alte materiale similare si îmbracarea lor cu un sistem de placi de gips-carton.
Aceasta protectie asigura o rezistenta la foc adecvata conform cerintelor de proiectare impuse de norme.
Functie de numarul de straturi de placi de gips -carton si de izolatia termica suplimentara, acest tip de protectie poate asigura o rezistenta la foc de pâna la 120 de minute.5.The InternaMonal Building Code (IBC) and other building codes limit how tall a building can.be or how much area can be encompassed by the building based on several factors. The primary factor is the combustibility of the products used for the building. Table 503 of the IBC categorises buildings by construction type and use group, and gives the maximum building height in feet or stories, and the maximum area in square feet. Coldformed steel (CFS), being totally noncombustible, can help developers and builders use land more efficiently by allowing taller and wider buildings for the same occupancy classification.
Codul Internațional de Construcții (IBC) și alte coduri de construcție limitează cât de înaltă poate fi o clădire sau câtă suprafață de clădire poate fi cuprinsă pe baza mai multor factori.
Factorul primar este combustibilitatea produselor utilizate în clădire.
Tabelul 503 al IBC clasifică clădirile după tipul de construcție și grupul de utilizare și oferă înălțimea maximă a clădirii în picioare sau etaje și suprafața maximă în metri pătrați.
Oțelul format la rece (OFR), fiind total incombustibil, poate ajuta dezvoltatorii și constructorii să utilizeze terenul mai eficient, permițând costruirea clădirilor mai înalte și mai largi pentru aceeași clasificare de ocupare.6.For midrise buildings in the 4 to 9 story range C). CFS is much more cost effective than heavier construction. It also has a more predictable schedule tha can shave months off the total project cycle.
Pentru clădirile de înălțime medii din gama 4 până la 9 etaje, OFR este mult mai rentabilă decât construcțiile mai grele.
De asemenea, are un program / o planificare mai previzibila, care poate scadea semnificativ luni de zile din durata totale a ciclului proiectului.Sursa: www.steelframing.org
poti da click pe steluta de mai sus pentru a vedea AVANTAJELE
Aplicatii de referinta Profilare.ro puse in opera cu profile metalice din otel formata la rece
mai jos poti sa vezi clar ce inseamna sa construiesti si sa traiesti intr-o casa cu structura metalica

Casa Dia din Wildungsmauer, Austria
Locuinta proiectata este o constructie P+1E avand dimensiunile maxime in plan 12.30 x 13.15 m cu un spatiu de locuit de 156,54 m² si o aria desfasurata de 248,69 m².
Un loc de parcare in carport de 19,37 m², Acoperire – sistem terasa circulabila.
Casa este disponibila în variantele „la rosu” „semifinisat” si „la cheie”

Centru migranti Werdau
O solutie tehnica ce satisface rapid nevoia de spatii de cazare a migrantilor.
Kit-urile de structura metalica sunt livrate dintr-o singura sursa si asigura incepand de la proiectare, monitorizarea calitatii uzinarii, adaptarea organelor de asamblare cat si transportul.

Mansarde in oglinda
Structura metalica usoara, Calitatea materiei prime a structurilor metalice este S350GD-Z275MA,
Imbinarile profilelor sunt realizate prin elemente preambutisate utilizand 4 suruburi autoforante de provenienta elvetiana.
Kit-urile de structura metalica sunt livrate dintr-o singura sursa si asigura incepand de la proiectare, monitorizarea calitatii uzinarii, adaptarea organelor de asamblare cat si transportul.

Casa Nearly zero – Dia Stefanesti, judetul Arges
Casa cu consum de energie aproape 0 / Nzeb (Nearly zero energy building) – Conceptul de casa in varianta de structura prefabricata metalica din profile de tabla zincata – constructie in desfasurare 2017 Arges, Romania
Utilizarea profilelor din otel format la rece in constructii
Aspecte specifice ale comportarii profilelor din otel cu pereti subtiri, formate la rece
Generalitati
- Profilele metalice formate la rece se întâlnesc în mai toate aspectele vieţii moderne. Utilizările acestora sunt multe şi variate, existând în zilele noastre o gamă largă de produse, cu o mare diversitate de forme şi mărimi.Apariţia în construcţii a profilelor formate la rece datează de pe la mijlocul secolului XIX, în SUA şi Marea Britanie. Utilizarea pe scară largă a acestor profile a început însă doar din a doua jumătate a secolului trecut.Până nu demult, profilele formate la rece au fost folosite preponderent ca elementele secundare ale structurilor de rezistenţă ale clădirilor, în alcătuirea învelitorilor, ca pane pentru acoperiş sau rigle pentru pereţi. Tot mai mult, în ultimii ani, aceste profile sunt utilizate şi pentru alcătuirea structurii de rezistenţă propriu-zise a clădirilor.
Piaţa de desfacere a produselor din oţel formate la rece pentru construcţii continuă să se dezvolte în întreaga lume. Aceasta se datorează şi noilor tehnologii de protecţie anticorozivă, care conduc la creşterea competitivităţii produselor în domenii în care, până nu demult, utilizarea lor era restricţionată ca urmare a riscului ridicat la coroziune. Studii recente au arătat că degradarea protecţiei anticorozive pentru elementele din oţel zincate este suficient de lentă, astfel încât se poate garanta o durată medie de viaţă de 60 ani.
În mod obişnuit, profilele formate la rece au grosimi de până la 3mm. Dezvoltări recente ale tehnologiilor de fabricaţie permit însă formarea la rece a unor secţiuni cu grosimi de până la 25mm. Secţiunile deschise, cu grosimi de până la 8mm, au început să se utilizeze frecvent în construcţii. Oţelurile din care se obţin aceste profile au limite de curgere cuprinse intre 250-550MPa (Hancock, 1997). Sunt însă tot mai des utilizate şi oţeluri cu limite de curgere superioare acestor valori.
Utilizarea profilelor cu grosimi reduse şi a oţelurilor cu rezistenţe ridicate implică rezolvarea unor probleme de proiectare deosebite, care nu sunt întâlnite în proiectarea structurilor din oţel clasice. Instabilitatea structurală se produce mai repede, ca rezultat al voalării pereţilor secţiunii transversale, care interacţionează cu flambajul global al elementului. Utilizarea oţelurilor cu rezistenţe ridicate poate face însă ca tensiunea critică corespunzătoare voalării pereţilor secţiunii transversale să fie aproximativ egală cu limita de curgere.
Formele secţiunilor transversale în cazul profilelor formate la rece sunt de obicei mai complexe decât ale celor laminate la cald sau sudate, cum ar fi secţiunile I sau U. Secţiunile formate la rece au de regulă forme monosimetrice, chiar nesimetrice, având în mod normal rigidizări suplimentare de capăt pe tălpi şi chiar rigidizări intermediare pe inimi sau pe tălpile cu lăţime mare.
Domeniile de utilizare ale profilelor din oţel formate la rece, ca elemente de rezistenţă, sunt variate, mergând de la industria construcţiilor până la industria automobilelor, în aeronautică, construcţii navale, industria chimică etc.
Sursa: ASOCIAŢIA DE STANDARDIZARE DIN ROMÂNIA (ASRO)
Tehnologii de fabricare
- Elementele formate la rece pot fi fabricate prin următoarele procedee:
- Laminare la rece;
- Îndoire la rece;
- Presare la rece.
În cazul laminării la rece, banda de oţel din care se realizează profilul este trecută succesiv printre două trenuri de role, îndoirea făcându-se progresiv într-o secvenţa de tipul celei prezentate în Figura.

Linii de laminare pentru produse liniare (profile), respectiv pentru panouri de tablă cutată.
Schimbarea rolelor de laminare la rece, pentru a obţine profile de forme şi/sau mărimi diferite, este consumatoare de timp şi stagnează producţia. Pe liniile moderne de laminare sunt folosite de obicei role ajustabile, care permit o schimbare rapidă pentru diferite game de mărimi ale secţiunii transversale.
Îndoirea la rece este un procedeu mai simplu decât laminarea, dar şi are aplicabilitate limitată. Profile cu lungimi reduse şi cu geometrie simplă se pot realiza prin îndoiri succesive, aşa cum se arată în Figura.

Presarea la rece este mai răspândită decât îndoirea şi permite producerea unei mari varietăţi de forme secţionale. Prin acest procedeu, o secţiune este formată prin presarea tablei, aşa cum se arată în Figura 8. Fiecare îndoitură este obţinută separat. Acest procedeu are, de asemenea, limitări în ceea ce priveşte geometria şi lungimea elementelor care pot fi produse.

Laminarea la rece este utilizată în mod uzual pentru producerea de cantităţi mari de profile cu aceeaşi formă a secţiunii transversale. Costurile iniţiale ale investiţiei sunt ridicate, dar manopera ulterioară este redusă. Presarea la rece este utilizată, în mod uzual, pentru a produce cantităţi reduse de profile, atunci când este cerută o varietate mare de forme ale secţiunilor transversale.
Probleme specifice de stabilitate in proiectarea elementelor formate la rece
- Elementele metalice cu pereţi subţiri pot fi supuse la unul dintre modurile generice de flambaj: local, distorsional sau global, şi la interacţiunea acestora. Flambajul local sau voalarea pereţilor secţiunii transversale, respectiv distorsiunea sau strâmbarea secţiunii, sunt întîlnite la profilele din oţel formate la rece care, de regulă, au pereţii subţiri.Termenul de „flambaj global” desemnează flambajul prin încovoiere (Euler) precum şi flambajul prin încovoiere-răsucire sau flambajul lateral, prin încovoiere şi răsucire, al grinzilor.Flambajul distorsional, aşa cum sugerează şi denumirea, este modul de pierdere a stabilităţii care apare ca o consecinţă a distorsiunii secţiunii transversale. În cazul profilelor din oţel formate la rece, acesta este caracterizat de deplasarea relativă a pereţilor profilului, care se rotesc în jurul axelor colţurilor secţiunii. Mărimea lungimii de semiundă a flambajului distorsional este în general între cea a flambajului local şi a celui global. Ca o consecinţă a creşterii complexităţii formelor secţiunilor transversale ale profilelor formate la rece, calculul caracteristicilor eficace ale secţiunii transversale în urma flambajului local devine tot mai complicat, iar flambajul distorsional creşte în importanţă.
Flambajul local şi cel distorsional pot fi considerate ca fiind moduri de flambaj
„secţionale” şi pot interacţiona atât între ele cât şi cu celelalte moduri globale. (Dubină,
1996).
Figura 12 arată câteva moduri de flambaj simple şi în interacţiune, sau cuplate, pentru un profil cu secţiune C comprimat. Rezultatele au fost obţinute utilizând Metoda Elementului Finit şi analiza de stabilitate cu valori proprii (bifurcarea echilibrului elastic).
Pentru o secţiune dată, diferitele moduri de pierdere a stabilităţii barei comprimate centric depind de lungimea de flambaj, aşa cum se arată în Figura 13 (Hancock, 1998).
Graficul arătat în Figura 13 a fost obţinut în urma unei analize utilizând Metoda Fâşiilor Finite şi descrie modificarea forţei critice de flambaj funcţie de lungimea de semiundă. Primul minim (Punctul A) apare pe curbă la o lungime de semiundă de 65mm şi reprezintă voalarea. Voalarea constă în deformarea inimii elementului, fără deplasarea liniei de joncţiune între talpă şi rigidizarea de capăt. Un al doilea minim apare în punctul B la o lungime de semiundă de 280mm. Acesta este un mod de flambaj distorsional, cu deplasarea liniei de joncţiune dintre talpă şi rigidizarea de capăt, dar fără o deplasare de ansamblu a secţiunii transversale. În anumite articole de specialitate, acest tip de flambaj mai este numit şi mod „local-distorsional”. Tensiunea corespunzătoare flambajului distorsional este uşor mai mare decât tensiunea corespunzătoare flambajului local în punctul A, deci atunci când un profil cu lungime mare stabilizat pentru flambajul global este supus la compresiune, este de aşteptat să-şi piardă stabilitatea prin voalare, mai repede decât prin flambajul distorsional.
Elementul îşi pierde stabilitatea generală prin încovoiere sau încovoiere-răsucire la lungimi de semiundă mari (punctele C, D şi E). În particular, pentru secţiunea considerată în Figura 13, pierderea stabilităţii prin încovoiere-răsucire apare până la lungimi de semiundă de aproximativ 1800mm. La lungimi de semiundă mai mari, apare flambajul prin încovoiere.


În cazul în care elementul este constituit dintr-un profil metalic cu pereţi subţiri, modurile de flambaj secţional apar înaintea iniţierii plasticizării. Flambajul secţional este caracterizat printr-o comportare post-critică stabilă şi nu produce cedarea elementului; acesta, însă, pierde în mod semnificativ din rigiditate. Plasticizarea începe la colţurile secţiunii transversale, cu puţin înainte de ruina elementului, când flambajul secţional se transformă într-un mecanism plastic local cvasi-simultan cu producerea flambajului global (Dubină, 2000). Figura 15, obţinută printr-o analiză neliniară elasto-plastică cu element finit, arată clar mecanismul de cedare al unui profil cu pereţi subţiri comprimat (Dubină şi Ungureanu, 2000).

Pentru a ţine seama de reducerea rigidităţii, atunci când flambajul secţional apare înaintea flambajului global, în practica proiectării se operează cu caracteristici geometrice reduse ale secţiunii transversale a profilului.
Rigiditatea la torsiune in proiectarea elementelor formate la rece
- Profilele formate la rece au, de regulă, pereţi subţiri şi în consecinţă, o rigiditate la torsiune redusă. Multe profile produse la rece sunt cu secţiuni monosimetrice, având centrul de tăiere excentric faţă de centrul de greutate, aşa cum se arată în Figura 17a. Pentru a produce încovoiere fără răsucire linia forţei trebuie să treacă prin centrul de tăiere a secţiunii. Orice excentricitate a încărcării faţă de axa centrului de tăiere va produce deformaţii de răsucire considerabile într-o grindă cu pereţi subţiri, aşa cum se arată în Figura 17a. În consecinţă, grinzile încovoiate necesită legături suplimentare amplasate la diferite intervale, sau în mod continuu, pentru împiedicarea răsucirii. Aceste legături se impun în mod aproape curent în cazul grinzilor din profile C sau Z, care îşi pot pierde stabilitatea generală datorită legăturilor laterale insuficiente.Pentru elemente solicitate la compresiune, excentricitatea încărcării faţă de centrul de tăiere poate provoca flambajul prin încovoiere-răsucire, la o forţă inferioară celei corespunzătoare pierderii stabilităţii prin încovoiere, aşa cum se arata în Figura 17b.

Strivirea locala a inimii
- Fenomenul de strivire locală a inimii profilelor se produce în dreptul încărcărilor concentrate sau al reazemelor. Fenomenul reprezintă o problemă importantă pentru profilele şi tablele formate la rece, având în vedere următoarele:(a) În proiectarea profilelor formate la rece nu se prevăd în mod uzual rigidizări suplimentare pe pereţii secţiunilor în dreptul concentrărilor de forţe. Un exemplu în acest sens sunt tablele cutate pentru acoperiş sau pentru planşee, care sunt continue la trecerea peste pane şi grinzi;(b) Zvelteţea pereţilor secţiunilor transversale şi implicit a inimilor acestora este în mod obişnuit mult mai mare decât în cazul profilelor formate la cald;
(c) În multe cazuri inimile secţiunilor sunt înclinate;
(d) Sunt situaţii numeroase în care elementul de legătură, prin intermediul căruia se aplică încărcarea transversală, este excentric faţă de inima profilului.
Strivirea locală a inimii este o problemă specifică, care apare în comportarea profilelor formate la rece, şi de aceea normele de calcul conţin prevederi în scopul controlării acestui fenomen.

Imbinari precum nituri oarbe si cele cu suruburi autoforante si/sau autofiletante
- Datorită grosimilor reduse ale pereţilor profilelor formate la rece, metodele convenţionale de îmbinare, prin sudare sau cu şuruburi, deşi posibile, sunt, în general, mai puţin utilizate, accentul punându-se pe tehnologiile specifice mai potrivite materialelor cu grosime redusă. În cazul tehnologiilor aplicate curent, specifice profilelor cu pereţi subţiri formate la rece, se evidenţiază îmbinările cu nituri oarbe şi cele cu şuruburi autoperforante şi/sau autofiletante. Bolţurile aplicate prin împuşcare sunt, de asemenea, utilizate în mod curent pentru prinderea unei table subţiri de profile cu grosime de perete mai mari (de exemplu: profile laminate la cald).Mai recent, au apărut şi alte metode de îmbinare, specifice profilelor cu pereţi subţiri, cum ar fi îmbinările cu adezivi sau cele prin presare şi/sau ştanţare.Îmbinările cu adezivi folosesc răşini epoxidice sau adezivi acrilici. Avantajul îmbinărilor cu adezivi constă într-o bună repartizare a eforturilor în zona îmbinării, însă necesită o tratare atentă a suprafeţelor de contact din îmbinare, şi timp de întărire a adezivului. Prezintă o rezistenţă bună la solicitări de forfecare însă sunt slabe pentru solicitări de întindere. Este discutabilă comportarea lor în timp şi la sarcini repetate şi/sau reversibile.
Îmbinările prin presare (press-joining) sau stanţare, de tip „Rosette” (Makelainen şi Kesti,
1999), reprezintă o metodă nouă de îmbinare a profilelor cu pereţi subţiri.
Pot exista şi îmbinări mecanice speciale, specifice anumitor tipuri de structuri, cum ar fi structurile de depozitare, la care grinzile de susţinere a platformelor de depozitare au la capete dispozitive speciale de fixare. La aceste tipuri de structuri, în general, stâlpii sunt alcătuiţi din profile cu pereţi perforaţi, pentru a permite fixarea grinzilor la diferite nivele.






Fig. 7.7 Self-drilling screws: a) drill diameter equal to body diameter for thin-to-thick connections; b) drill diameter smaller than body diameter for thin-to-thin connections

Fig. 7.8 Washers for self-tapping screws: a) metal washer; b) elastomeric washer; c) and d) elastomeric or vulcanised to metal washer





Proiectarea asistata de experiment
- Deşi tehnologia formării la rece prezintă avantajul de a permite obţinerea unor profile cu secţiuni variate, din punct de vedere al proiectării, calculul acestor elemente poate fi deosebit de complex.Sistemele structurale alcătuite din diferite tipuri de profile formate la rece care conlucrează între ele (cum ar fi învelitoarea acoperişurilor, realizată din pane cu secţiune Z şi panouri de tablă cutată) pot conduce la situaţii de proiectare dificil de controlat prin relaţii de calcul analitice.Bineînţeles, analiza numerică cu ajutorul unui program de calcul cu element finit reprezintă întotdeauna o posibilitate de rezolvare a unor astfel de situaţii, dar de cele mai multe ori modelarea este complicată şi costisitoare din punct de vedere al timpului de lucru.
Pentru astfel de probleme, normele de proiectare moderne permit utilizarea de proceduri experimentale pentru evaluarea performanţelor structurale. Analiza experimentală poate fi utilizată integral, înlocuind proiectarea prin calcul, sau poate fi utilizată în combinaţie cu calculul numeric.
Evident, doar laboratoarele acreditate pot efectua astfel de programe experimentale şi eliberează certificate de conformitate.
Protectia anticoroziva
- Rezistenţa la coroziune a profilelor formate la rece depinde de agresivitatea mediului şi de tipul şi grosimea tratamentului de protecţie aplicat.Procedeul de fabricare la rece permite ca protecţia anticorozivă să poată fi aplicată pe tabla de bază înainte de laminare. În consecinţă, tabla zincată şi/sau vopsită poate fi trecută prin rolele de laminare şi nu mai necesită alte tratamente.Galvanizarea uzuală se execută cu o cantitate de 275 grame de zinc pe metru pătrat (Zn275), care corespunde unei grosimi a stratului de zinc de 20 µm pe fiecare parte a tablei. Protecţia prin zincare este suficientă pentru asigurarea rezistenţei la coroziune pentru toată durata de viaţă a unei clădiri, cu condiţia ca aceasta să fi fost construită în mod adecvat.
Protecţia anticorozivă poate fi uşor distrusă ca urmare a manipulării şi transportului profilelor. În cazul efectuării unor găuri în profilele zincate, în mod obişnuit nu mai este necesar un tratament ulterior, din moment ce stratul de zinc se transferă pe suprafeţele neprotejate.
Un alt tip de protecţie anticorozivă utilizat în cazul profilelor formate la rece cu pereţi subţiri este protecţia cu film pe bază de materiale plastice.
Acest tip de protecţie constă în acoperirea suprafeţei oţelului cu un strat de material plastic, care poate fi aplicat prin proiectarea pe suprafaţa de protejat a unui strat de material plastic topit în stare lichidă, prin scufundarea elementului din oţel în suspensii de pulberi protectoare, care se întăresc ulterior, sau prin aplicarea directă a unor folii.
Materialul plastic se poate aplica pe banda de oţel înainte de formarea profilului. Acoperirea benzilor cu un strat de zinc sau de material plastic are ca efect şi prelungirea duratei de exploatare a instalaţiilor de formare la rece prin reducerea uzurii, deoarece aceste materiale de protecţie sunt mai moi decât oţelul.
Sursa: ASOCIAŢIA DE STANDARDIZARE DIN ROMÂNIA (ASRO)
Rezistenta la foc
- Un parametru important pentru determinarea rezistenţei la foc a unui anumit element structural este factorul de masivitate, definit prin raportul dintre perimetrul secţiunii transversale a profilului supus acţiunii focului şi aria secţiunii transversale.În cazul profilelor formate la rece, datorită grosimilor reduse ale pereţilor, acest factor are valori ridicate, ceea ce conduce la rezistenţe la foc reduse. Din acelaşi motiv, în cazul profilelor formate la rece, protecţia la foc cu vopsea intumescentă nu este eficientă.Aplicarea sprayurilor grele, deşi eficientă în mod obişnuit, nu este o soluţie uzuală pentru profilele formate la rece zincate.
De obicei, pentru protecţia la foc a acestui tip de profile se recomandă izolarea cu vată minerală sau alte materiale similare şi îmbrăcarea lor cu un sistem de plăci de gips-carton.
Această protecţie asigură o rezistenţă la foc adecvată cerinţelor de proiectare impuse de norme.
Funcţie de numărul de straturi de plăci şi de izolaţia termică suplimentară, acest tip de protecţie poate asigura o rezistenţă la foc de până la 120 de minute.
poti da click pe steluta de mai sus pentru a vedea AVANTAJELE
Propunerile noastre de abordare a acestei piete selective, cu preponderenta in segmentele Rezidential, Small business, Industrial si Social
tipuri de constructii ce folosesc, ca structura si nu numai, profile formate la rece


Hai sa construim impreuna proiectul tau pe Structura metalica
ia in calcul Avantajele Romeho.ME si BONUSUL gandit special pentru tine

